1. Koniec produktuview
The ANYCUBIC 405nm SLA UV-Curing Resin is designed for LCD 3D printing, offering a balance of precision, curing speed, and material stability. This resin is formulated to minimize shrinkage during the photocuring process, contributing to high-precision prints with smooth surface finishes. Its excellent fluidity facilitates quick curing times, and models exhibit good stability in various environments after curing. The resin provides a combination of hardness and toughness, aiding in model removal and detail retention.

Image 1.1: ANYCUBIC Standard Resin (Clear) product packaging.

Image 1.2: Illustration of high print quality achieved with the resin, demonstrating low shrinkage and smooth surfaces.

Image 1.3: The resin's low viscosity reduces adhesion to the FEP film, contributing to a higher success rate in printing.

Image 1.4: The resin exhibits excellent fluidity, which shortens curing times and allows for faster print completion.
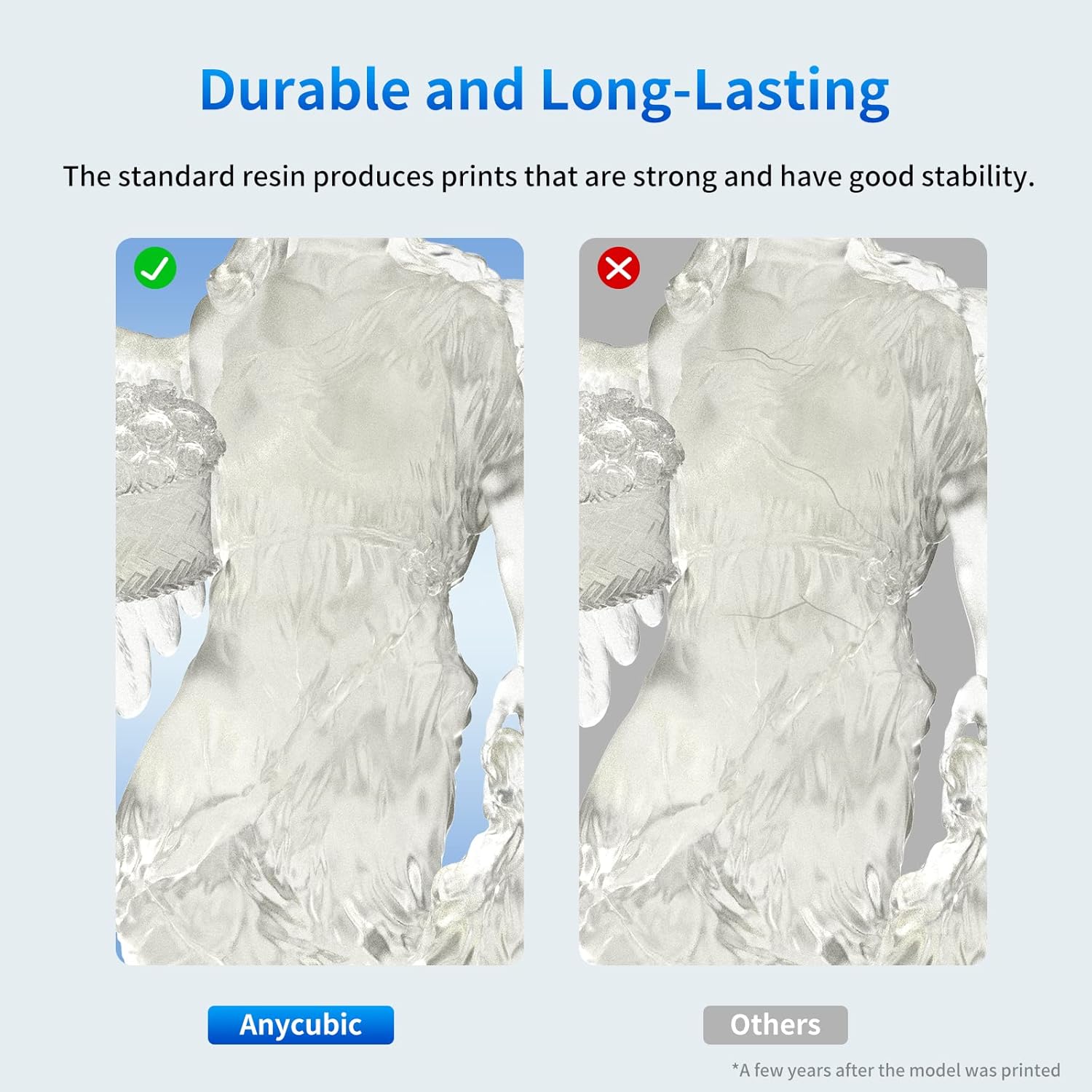
Image 1.5: The standard resin produces durable prints with good stability over time.

Image 1.6: The resin is compatible with a wide range of LCD and DLP 3D printers.
2. Informacje dotyczące bezpieczeństwa
Handling UV-curing resin requires adherence to safety protocols to prevent exposure and ensure a safe working environment.
- Wentylacja: Always use resin in a well-ventilated area. If adequate ventilation is not possible, use a respirator with appropriate filters.
- Ochrona skóry: Wear nitrile gloves to prevent direct skin contact. In case of skin contact, wash immediately with soap and water.
- Ochrona oczu: Wear safety goggles to protect eyes from splashes. In case of eye contact, flush immediately with plenty of water for at least 15 minutes and seek medical attention.
- Przyjmowanie pokarmu: Nie połykać. W razie połknięcia nie wywoływać wymiotów. Natychmiast zwrócić się o pomoc lekarską.
- Składowanie: Store resin in a cool, dry, dark place, away from direct sunlight and heat sources. Keep the bottle tightly sealed when not in use.
- Dzieci i zwierzęta: Przechowywać w miejscu niedostępnym dla dzieci i zwierząt domowych.
3. Konfiguracja i przygotowanie
Proper preparation of the resin and printing environment is essential for successful 3D prints.
- Dobrze wstrząśnij: Before each use, thoroughly shake the resin bottle for at least 1 minute to ensure all functional components and color paste are evenly mixed. Inadequate mixing can lead to uneven coloring or print failures.
- Temperatura otoczenia: Ensure the printing environment is within the recommended temperature range, typically 20-25°C (68-77°F). Extreme temperatures can affect resin viscosity and curing performance.
- Clean Resin Vat: Ensure the resin vat and FEP film are clean and free of debris or cured resin particles before pouring new resin.
- Żywica wlewana: Carefully pour the desired amount of resin into the printer's resin vat. Avoid overfilling.
4. Instrukcja obsługi
This resin is compatible with most DLP/LCD 3D printers. Refer to your specific printer's manual for detailed operation. The following parameters are general recommendations and may require fine-tuning based on your printer model, ambient conditions, and desired print quality.
4.1 Zalecane parametry drukowania
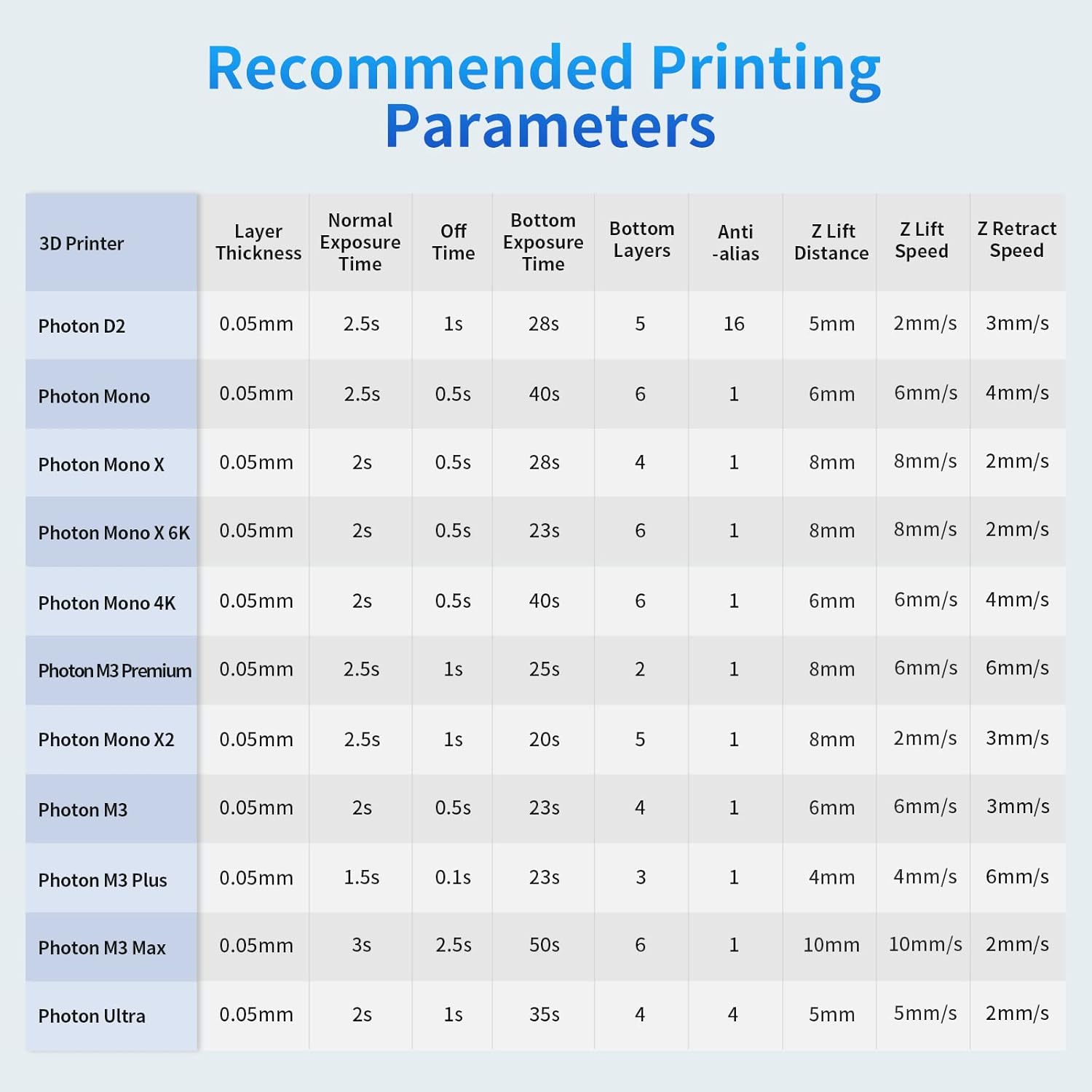
Image 4.1: Recommended printing parameters for various ANYCUBIC Photon series 3D printers.
| Drukarka 3D | Grubość warstwy | Normalny czas ekspozycji | Czas wolny | Dolny czas ekspozycji | Dolne warstwy | Antyaliasing | Odległość podnoszenia Z | Prędkość podnoszenia Z | Prędkość wycofania Z |
|---|---|---|---|---|---|---|---|---|---|
| Foton D2 | 0.05mm | 2.5s | 1s | 28s | 5 | 16 | 5mm | 2 mm/s | 3 mm/s |
| Foton Mono | 0.05mm | 2.5s | 0.5s | 40s | 6 | 1 | 6mm | 6 mm/s | 4 mm/s |
| Foton Mono X | 0.05mm | 2s | 0.5s | 28s | 4 | 1 | 8mm | 8 mm/s | 2 mm/s |
| Photon Mono X 6K | 0.05mm | 2s | 0.5s | 23s | 6 | 1 | 8mm | 8 mm/s | 2 mm/s |
| Fotonowe mono 4K | 0.05mm | 2s | 0.5s | 40s | 6 | 1 | 6mm | 6 mm/s | 4 mm/s |
| Photon M3 Premium | 0.05mm | 2.5s | 1s | 25s | 2 | 1 | 6mm | 6 mm/s | 6 mm/s |
| Photon Mono X2 | 0.05mm | 2s | 1s | 20s | 5 | 1 | 8mm | 2 mm/s | 3 mm/s |
| Foton M3 | 0.05mm | 2s | 0.5s | 23s | 4 | 1 | 8mm | 6 mm/s | 3 mm/s |
| Foton M3 Plus | 0.05mm | 1.5s | 0.1s | 23s | 3 | 1 | 4mm | 4 mm/s | 6 mm/s |
| Foton M3 Max | 0.05mm | 3s | 2.5s | 50s | 6 | 1 | 10mm | 10 mm/s | 2 mm/s |
| Photon Ultra | 0.05mm | 2s | 1s | 35s | 4 | 4 | 5mm | 5 mm/s | 3 mm/s |
Note: These parameters are starting points. Optimal settings may vary based on specific printer calibration, model complexity, and environmental factors. Always perform calibration prints when using new resin or printer settings.
4.2 Postprodukcja
- Mycie: After printing, remove the model from the build plate. Wash the printed model in isopropyl alcohol (IPA) with a concentration of 95% or higher, or a dedicated resin cleaner, for approximately 1-3 minutes to remove uncured resin. Use a wash and cure station or a separate container.
- Wysuszenie: Allow the washed model to air dry completely or use compressed air. Ensure no residual alcohol or cleaner remains on the surface.
- Utwardzanie końcowe: Place the dried model in a UV curing box or under direct sunlight for final curing. Curing times vary depending on the UV light intensity and model thickness, typically ranging from 2-10 minutes per side in a UV curing station. This step enhances the model's hardness and stability.
5. Konserwacja i przechowywanie
Proper maintenance and storage extend the resin's shelf life and ensure consistent print quality.
- Warunki przechowywania: Store the resin in its original opaque bottle, tightly sealed, in a cool (15-35°C / 59-95°F), dry, and dark place. Avoid exposure to direct sunlight or UV light sources, as this will cause the resin to cure.
- Okres przydatności do spożycia: The resin typically has a shelf life of 12 months when stored correctly. Check the expiration date on the bottle.
- Unused Resin in Vat: If resin remains in the vat after printing, filter it through a fine mesh or paint filter back into the original bottle to remove any cured particles. Do not return filtered resin to a new, unopened bottle.
- Sprzedaż: Uncured liquid resin should not be poured down drains. Cure any waste resin under UV light until solid, then dispose of it as regular plastic waste according to local regulations. IPA used for washing should also be disposed of responsibly.
6. Rozwiązywanie Problemów
Common issues encountered during resin 3D printing and potential solutions:
- Nieudane wydruki/słaba przyczepność:
- Upewnij się, że płyta robocza jest prawidłowo wypoziomowana i czysta.
- Wydłuż czas ekspozycji dolnej warstwy, aby poprawić przyczepność warstwy początkowej.
- Verify ambient temperature is within the recommended range.
- Check for cured resin debris in the vat or on the FEP film.
- Uneven Curing/Soft Spots:
- Ensure the resin is thoroughly shaken before use.
- Nieznacznie zwiększ normalny czas ekspozycji.
- Ensure adequate post-curing, exposing all sides of the model to UV light.
- Kruche odbitki:
- Excessive post-curing can sometimes lead to brittleness. Optimize post-curing times.
- Ensure models are fully washed to remove uncured resin, which can also cause brittleness.
- Print Lines/Layer Separation:
- Check Z-axis stability and lead screw for any issues.
- Ensure proper Z lift and retract speeds are set.
- Verify the FEP film is not damaged or too loose/tight.
7. Specyfikacje produktu
- Marka: ANYCUBIC
- Nazwa modelu: VC-a3-83591
- Kolor: Jasne
- Ilość: 2kg
- Technologia druku: SLA/LCD
- Długość fali UV: 405nm
- Wymiary produktu: 10.63 x 8.27 x 4.25 cala (opakowanie)
- Waga przedmiotu: 2000 gramów (4.41 funta)
- Data pierwszej dostępności: 12 października 2021 r.
8. Gwarancja i wsparcie
ANYCUBIC products are typically covered by a manufacturer's warranty against defects in materials and workmanship. Specific warranty terms and duration may vary by region and product. Please retain your proof of purchase for warranty claims.
For technical support, troubleshooting assistance, or warranty inquiries, please visit the official ANYCUBIC website or contact their customer service directly. You can find more information and resources on the Oficjalny sklep ANYCUBIC na Amazon.